
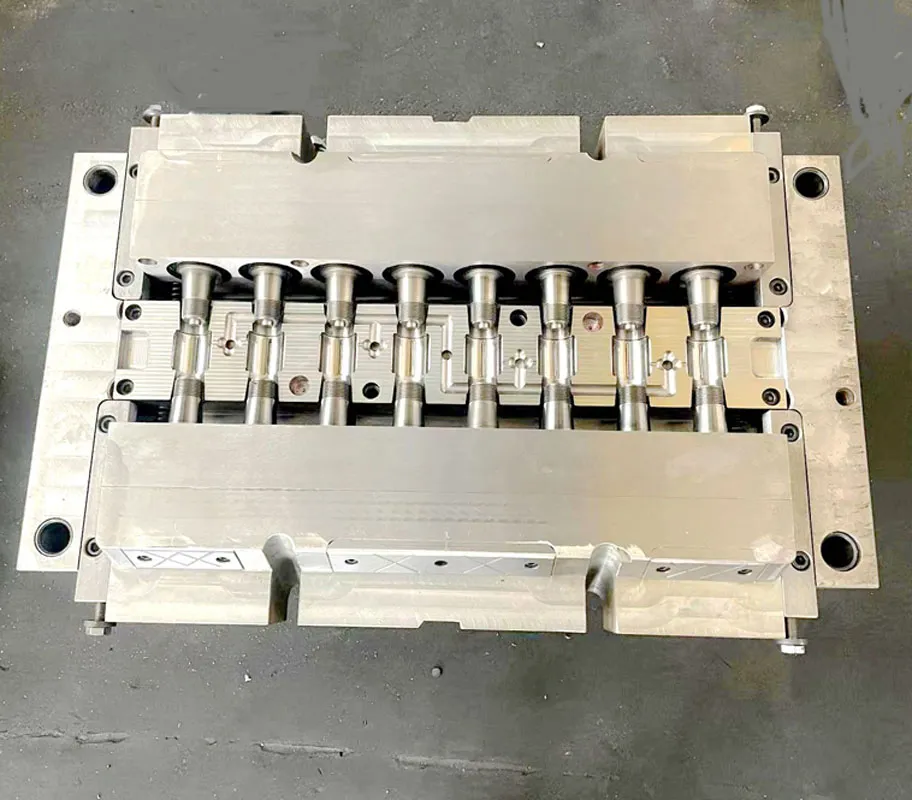
Moule de raccord de tuyau UPVC coudé 90°
Nom du moule :Moule de raccord de tuyau UPVC coudé 90°
Cavité : 8 cavités
Taille du moule: 50 mm ou 75 mm
Acier de moule : Allemagne2316 Chine2316 ou4cr13 pour la cavité et le noyau
Portail : portail direct
structure du moule : broche d'angle
Dureté du noyau/cavité : HRC 40-45°degré après traitement thermique sous vide
Presse à injecter : 450 T
Problème d'injection de PVC et la solution
1. Manque de matériau : le phénomène selon lequel le moule ne peut pas être rempli se produit souvent lors du processus d'injection des raccords de tuyauterie. Lorsque la machine de moulage par injection vient de commencer à fonctionner, en raison de la température du moule trop basse, la perte de chaleur du matériau fondu en PVC est importante, il est facile de produire une solidification précoce, la résistance de la cavité du moule est grande et le matériau ne peut pas être rempli de la cavité du moule. Ce phénomène est tout à fait normal, mais aussi temporaire, après injection continue du modèle numérique, il disparaîtra automatiquement. Si le moule ne peut pas être rempli à tout moment, considérez les situations suivantes et effectuez les ajustements appropriés :
1 : la température du matériau d’injection est basse et la fluidité est mauvaise, de sorte que la température de chauffage peut être augmentée de manière appropriée pour améliorer la plastification et la fluidité du matériau.
2 : Le cycle de moulage par injection est court ou le matériau est insuffisant, peut être approprié pour augmenter le temps d'injection et augmenter la quantité de sol.
3 : Si la pression réglée est trop basse ou si le temps de conversion de la pression d'injection en pression de maintien est trop précoce, la pression d'injection peut être augmentée de manière appropriée ou le temps de conversion de la pression de maintien peut être ajusté.
4 : la vitesse d’injection est faible, la vitesse d’injection peut être augmentée de manière appropriée.
5 : la taille de la structure du système de canal d’écoulement est petite, peut être appropriée pour augmenter le volume du canal principal, du canal de dérivation ou de la porte pour être plus grande
6 : l'échappement du moule n'est pas bon, il peut être approprié de modifier la position de la porte ou d'ouvrir une rainure d'échappement.
7 : le moule de remplissage à paroi mince est difficile, peut ajuster la structure du produit ou modifier le système de déclenchement.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED








 WhatsApp
WhatsApp Téléphone
Téléphone